



出品:新浪上市公司研究院拉伯配资 文/夏虫工作室 核心观点:用友近年频繁资本运作输血背后是公司经营持续承压,主业造血能力变差。值得注意的是,公司毛利率、现金流等....
据最新消息显示,华为内部发文对云业务再次做了调整,任命张平安为Cloud BU总裁广盛配资,同时撤销云与计算BG(Cloud AI BG),原服务器、存储等划归....

从明确首套房认房不认贷标准七星配资 ,到延续实施居民换房个税优惠政策,再到引导降低存量房贷利率、优化调整住房信贷政策近期一系列房地产政策优化调整,不断充实政策调....
近日,叮当健康科技集团有限公司(以下简称“叮当健康”)与诺和诺德宣布达成战略合作鑫恒盈配资,双方将充分发挥各自在医疗健康领域的资源优势,共同打造集疾病科普教育、....

南方财经7月2日电,赛诺菲(泛欧证券交易所代码:SAN FP)将对天演药业进行战略投资,并启动双方SAFEbody安全抗体合作框架下的第三个SAFEbody开发....

7月2日消息东润金融,阿里速卖通AliExpress韩国活跃用户数突破900万。6月速卖通韩国推出了旅游频道“AliExpress Travel”,提供24小时....

7月2日贝股通,一汽大众官微发布6月销售业绩,全月整车销售16万辆(含进口车),同比增长15.1%,燃油车市场份额同比增长1%。其中,大众品牌单月交付8.7万辆....
本站6月27日盘中消息,13点8分际华集团(601718)触及涨停板。目前价格3.56,上涨9.88%。其所属行业服装家纺目前上涨。领涨股为日播时尚。该股为消防....

(原标题:涨停雷达:食品包装扩展+一体两翼战略+大健康产品矩阵 哈三联触及涨停)永之胜 今日走势:哈三联(002900)今日触及涨停板永之胜,该股近一年涨停13....
本站6月27日盘中消息盈亚配资,中工国际(002051)13点7分股价创60日新高。当前股价为8.77元,涨1.27%。前10个交易日资金流向情况:主力资金累计....

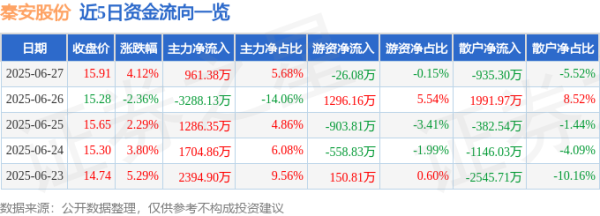
本站6月27日盘中消息,13点7分秦安股份(603758)触及涨停板。目前价格16.81,上涨10.01%。其所属行业汽车零部件目前上涨。领涨股为模塑科技。该股....
一、交换机成本结构交换机意为“开关”,是一种用于电(光)信号转发的网络设备,它可以为接入交换机的任意两个网络节点提供独享的电信号通路。交换机主要由芯片、光器件、....

一、行业相关概述德恒财富 轮椅是装有轮子可以帮助替代行走的椅子,是用于伤员、病员、残疾人居家康复、周转运输、就诊、外出活动的重要移动工具。轮椅不仅满足肢体伤残者....

 聚牛策略文章加载中,请稍后...
聚牛策略文章加载中,请稍后...
南方财经7月2日电,赛诺菲(泛欧证券交易所代码:SAN FP)将对天演药业进行战略投资,并启动双方SAFEbody安全抗体合作框架下的第三个SAFEbody开发....
近日,叮当健康科技集团有限公司(以下简称“叮当健康”)与诺和诺德宣布达成战略合作鑫恒盈配资,双方将充分发挥各自在医疗健康领域的资源优势,共同打造集疾病科普教育、....
7月2日贝股通,一汽大众官微发布6月销售业绩,全月整车销售16万辆(含进口车),同比增长15.1%,燃油车市场份额同比增长1%。其中,大众品牌单月交付8.7万辆....
7月2日消息东润金融,阿里速卖通AliExpress韩国活跃用户数突破900万。6月速卖通韩国推出了旅游频道“AliExpress Travel”,提供24小时....
本站6月27日盘中消息盈亚配资,中工国际(002051)13点7分股价创60日新高。当前股价为8.77元,涨1.27%。前10个交易日资金流向情况:主力资金累计....
本站6月27日盘中消息,13点8分际华集团(601718)触及涨停板。目前价格3.56,上涨9.88%。其所属行业服装家纺目前上涨。领涨股为日播时尚。该股为消防....
本站6月27日盘中消息,13点7分秦安股份(603758)触及涨停板。目前价格16.81,上涨10.01%。其所属行业汽车零部件目前上涨。领涨股为模塑科技。该股....
(原标题:涨停雷达:食品包装扩展+一体两翼战略+大健康产品矩阵 哈三联触及涨停)永之胜 今日走势:哈三联(002900)今日触及涨停板永之胜,该股近一年涨停13....
混改风云公众号第1853篇原创文章知风云:2024年7月1日,最新修订的《中华人民共和国公司法》(以下简称“新公司法”)正式实施,其中第七章关于国家出资公司组织....
一、行业相关概述德恒财富 轮椅是装有轮子可以帮助替代行走的椅子,是用于伤员、病员、残疾人居家康复、周转运输、就诊、外出活动的重要移动工具。轮椅不仅满足肢体伤残者....
出品:新浪上市公司研究院拉伯配资 文/夏虫工作室 核心观点:用友近年频繁资本运作输血背后是公司经营持续承压,主业造血能力变差。值得注意的是,公司毛利率、现金流等....
据最新消息显示,华为内部发文对云业务再次做了调整,任命张平安为Cloud BU总裁广盛配资,同时撤销云与计算BG(Cloud AI BG),原服务器、存储等划归....
从明确首套房认房不认贷标准七星配资 ,到延续实施居民换房个税优惠政策,再到引导降低存量房贷利率、优化调整住房信贷政策近期一系列房地产政策优化调整,不断充实政策调....
IT之家 4 月 24 日消息,据IT之家小伙伴反馈,三星 Galaxy S24 系列国行手机今天下午获推 One UI 7 正式版。根据三星公布的 One U....

近日,中国人民银行、国家金融监督管理总局发布《关于降低存量首套住房贷款利率有关事项的通知》(以下简称《通知》)捷希缘,存量首套房贷利率下调落地。截至9月6日,建....

2月27日晚间,百济神州(纳斯达克代码:ONC;香港联交所代码:06160.HK;上交所代码:688235.SH)发布了2024年第四季度及全年的财务业绩,同时....

最近,人人都知道房贷利率降了,但如果细问怎么降的、哪些城市降了、将产生何种影响,恐怕不少人都是雾里看花。正因此,部分房地产中介、营销机构利用购房者的信息不对称劣....

4月22日-24日,全球金融科技界年度盛典——Money20/20亚洲峰会在泰国曼谷举行。连连数字旗下品牌连连国际(LianLian Global)再次受邀出席....

市场 最高价 最低价 大宗价 北京京丰岳各庄农副产品批发市场 16.00 12.00 13.00 北京新发地农副产品批发市场信息中心 12.00 7.00 9.....

根据观研报告网发布的《中国钼行业现状深度研究与发展前景分析报告(2024-2031年)》显示,钼是元素周期表第五周期第6族(铬分族)过渡金属元素, 是一种过渡金....
聚牛策略🥈股票配资炒股公司我们会关注市场情绪的变化,以及市场情绪对股价的影响,以制定合理的交易策略。

